
測定値入力欄
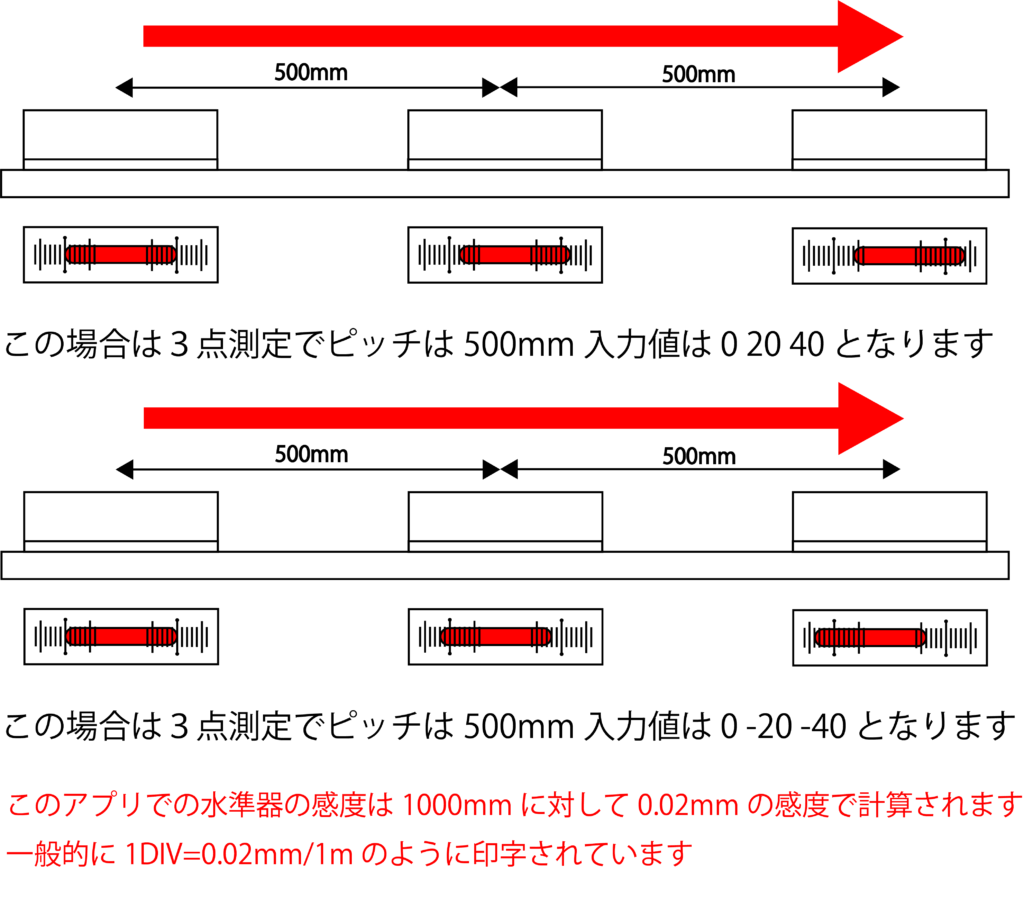
精密水準器での測定値をμmに計算して真直度に変換するツールです。(1div=0.02mm/1mの水準器用です)
\( \displaystyle \text{補正値}_i = \left( \sum_{j=1}^{i} (a_j – a_0) \right) – \left( \frac{\sum_{k=1}^{n} (a_k – a_0)}{n} \times (i+1) \right) \)
\( \displaystyle \text{真直度}_i = \text{補正値}_i \times \frac{\text{ピッチ}}{1000} \times 0.02 \times 100 \)
| \( a_j \) | : j番目の水準器目数値 |
| \( a_0 \) | : 基準点(1点目)の目数値 |
| 補正値 | : 累積値から傾きを除去した高さ差 |
| ピッチ | : 測定点間の距離(mm) |
測定方法
水準器による真直度計算の仕組み
この計算では、水準器で得られた各測定点の目数値から、対象物がどれだけ真っすぐであるか(真直度)を評価します。 真直度とは、測定した点の中での上下方向のズレ(高低差)をμm単位で数値化したものです。
① 水準器目数値の補正処理
水準器の目数値はそれぞれ相対的な傾きを示しており、そのままμmには変換できません。 そこで、次の手順で補正を行います:
- 最初の測定値(基準点)との差を取り、各点の相対値を求めます。
- その相対値を累積して、各点の累積高さを計算します。
- 全体の平均傾きを直線とみなし、それを差し引いて「本来の高低差(補正値)」を求めます。
\( \displaystyle \text{補正値}_i = \left( \sum_{j=1}^{i} (a_j – a_0) \right) – \left( \frac{\sum_{k=1}^{n} (a_k – a_0)}{n} \times (i+1) \right) \)
この補正により、測定中に生じる全体的な傾き(例えばテーブルの傾きなど)を除去し、 対象物そのものの曲がり(たわみ)だけを抽出できます。
② 補正値からμmへの換算
補正値が求まったら、次はそれをμm(マイクロメートル)に変換します。変換には以下の式を使います:
\( \displaystyle \text{μm}_i = \text{補正値}_i \times \frac{\text{ピッチ}}{1000} \times 0.02 \times 100 \)
・ピッチは測定点間の距離(mm)です。距離が長いほど傾きの影響も大きくなります。
・0.02 は水準器の1目盛が示す傾き(2%)を意味します。
これらを掛け合わせることで、水準器目数値から傾きを経てμm単位の高低差へ換算されます。
③ 真直度の計算(最大-最小)
最後に、指定された範囲(開始点~終了点)のμm値から最大値と最小値の差を取り、真直度(最大たわみ)を求めます。
まとめ
この方法は、精密機械加工、据付、測定器校正などで広く用いられています。 水準器のアナログ目盛を数値化し、傾き補正を加えてμm単位で可視化することで、 加工精度や変形の有無を直感的に判断できるようになります。
